
")



Токарные обрабатывающие центры SKM GHT220

(голосов 0)
") Артикул: 9993702ght220 Код товара: 105581
Артикул: 9993702ght220 Код товара: 105581
Под заказ
Токарные обрабатывающие центры SKM серии GHT предназначены для силовой, точной и производительной токарной обработки деталей типа тел вращения: валов, осей, фланцев, колец и т.д.
Токарные обрабатывающие центры SKM серии GHT применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.



Область применения
Токарные обрабатывающие центры SKM серии GHT применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна. Производство машин и механизмов Инструментальное производство Приборостроение Аэрокосмическая промышленностьСхемы обработки
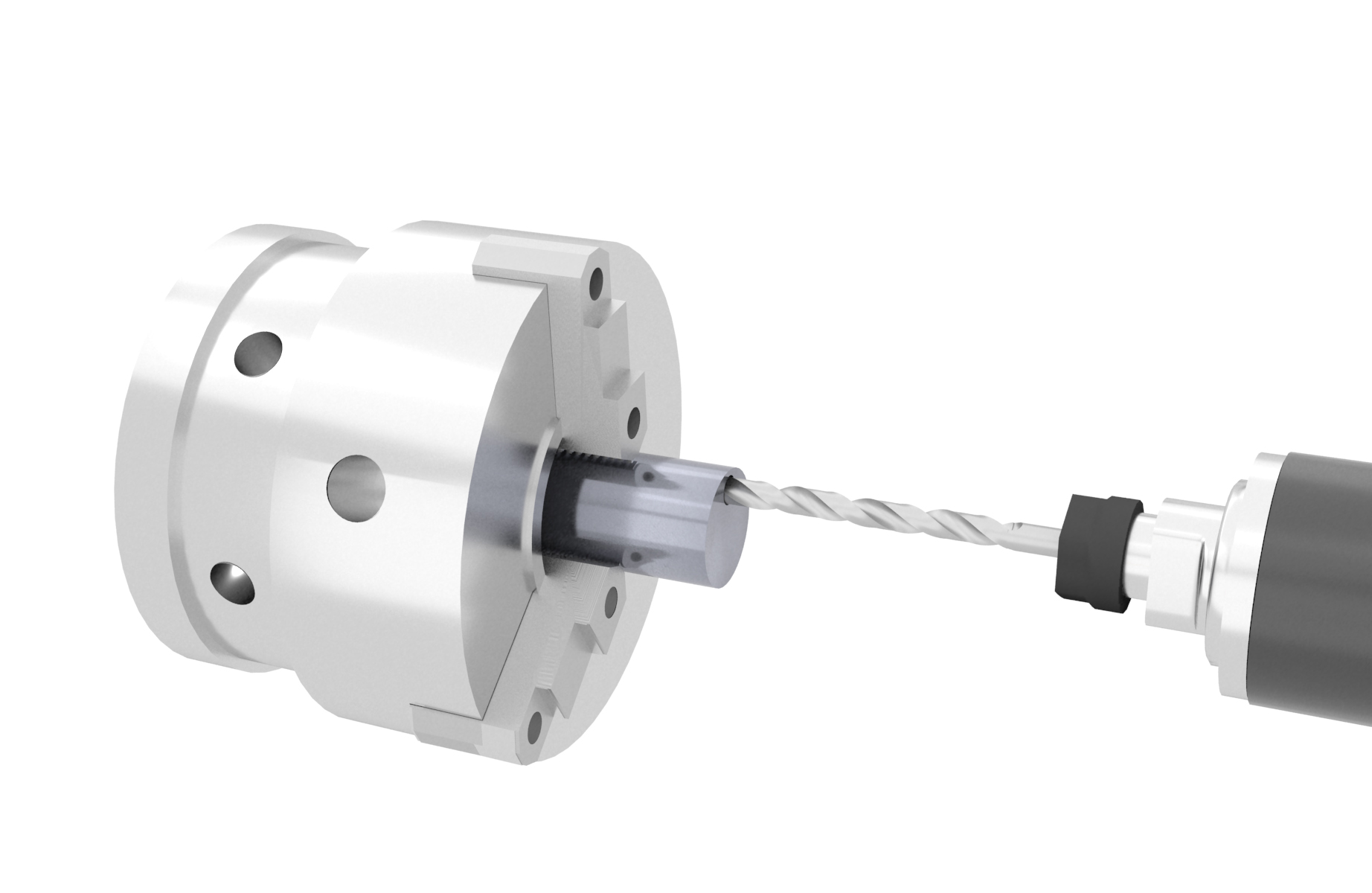 | Осевое сверление |
 | Развёртывание |
 | Наружное (проходное) точение |
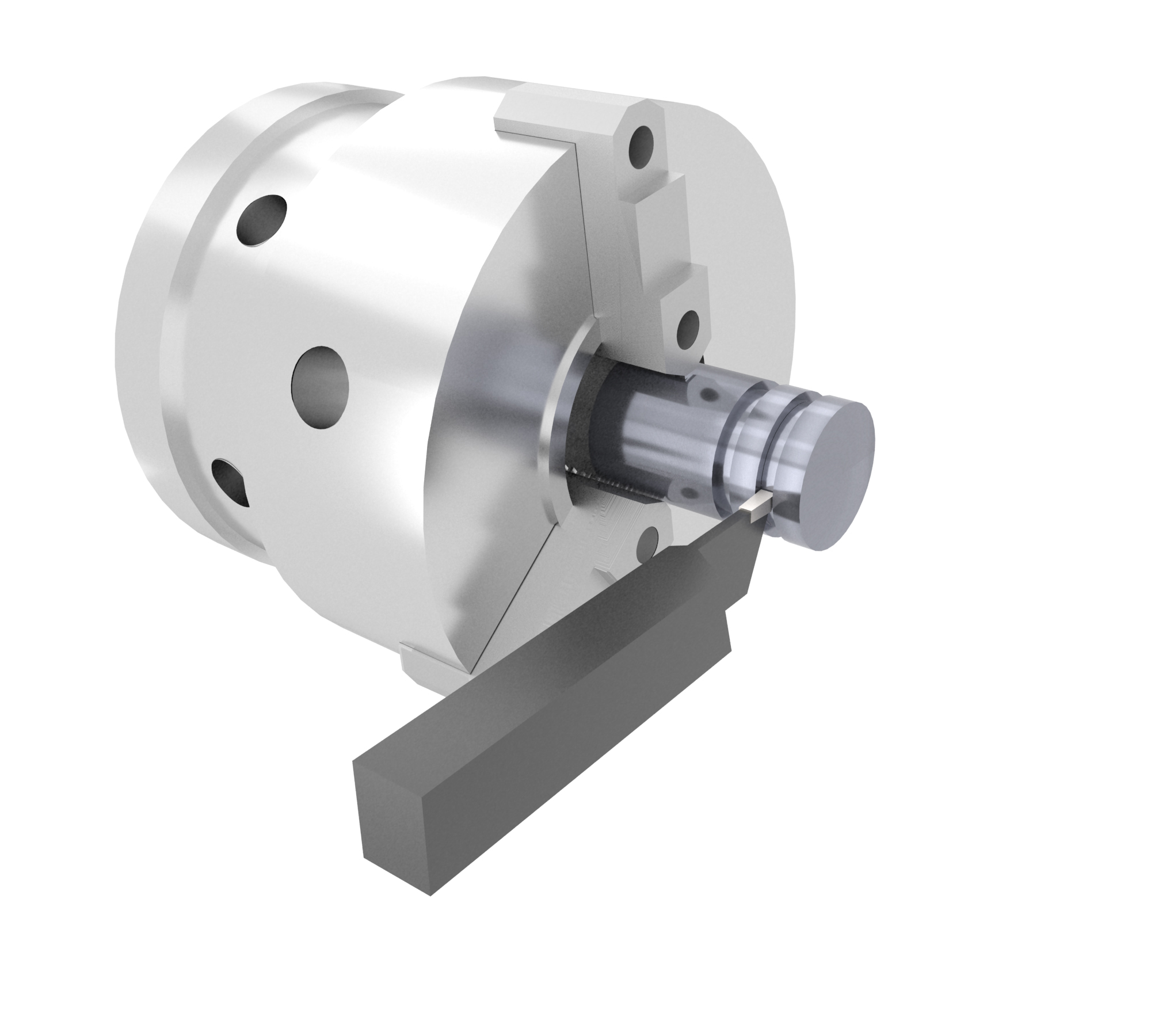 | Точение канавки |
 | Точение фаски |
 | Точение конуса |
 | Точение торца |
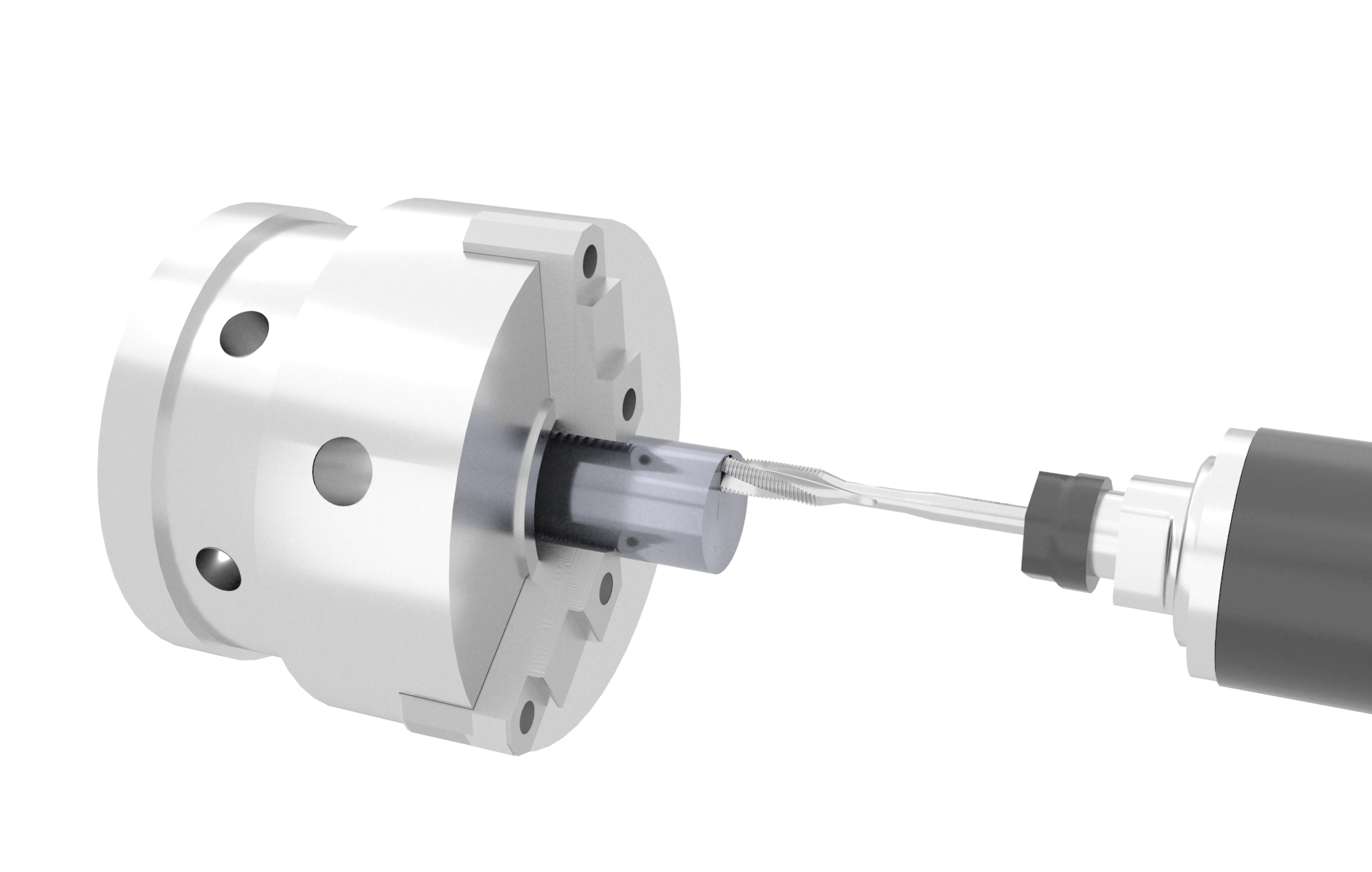
 | Резьбонарезание |
 | Расточка |
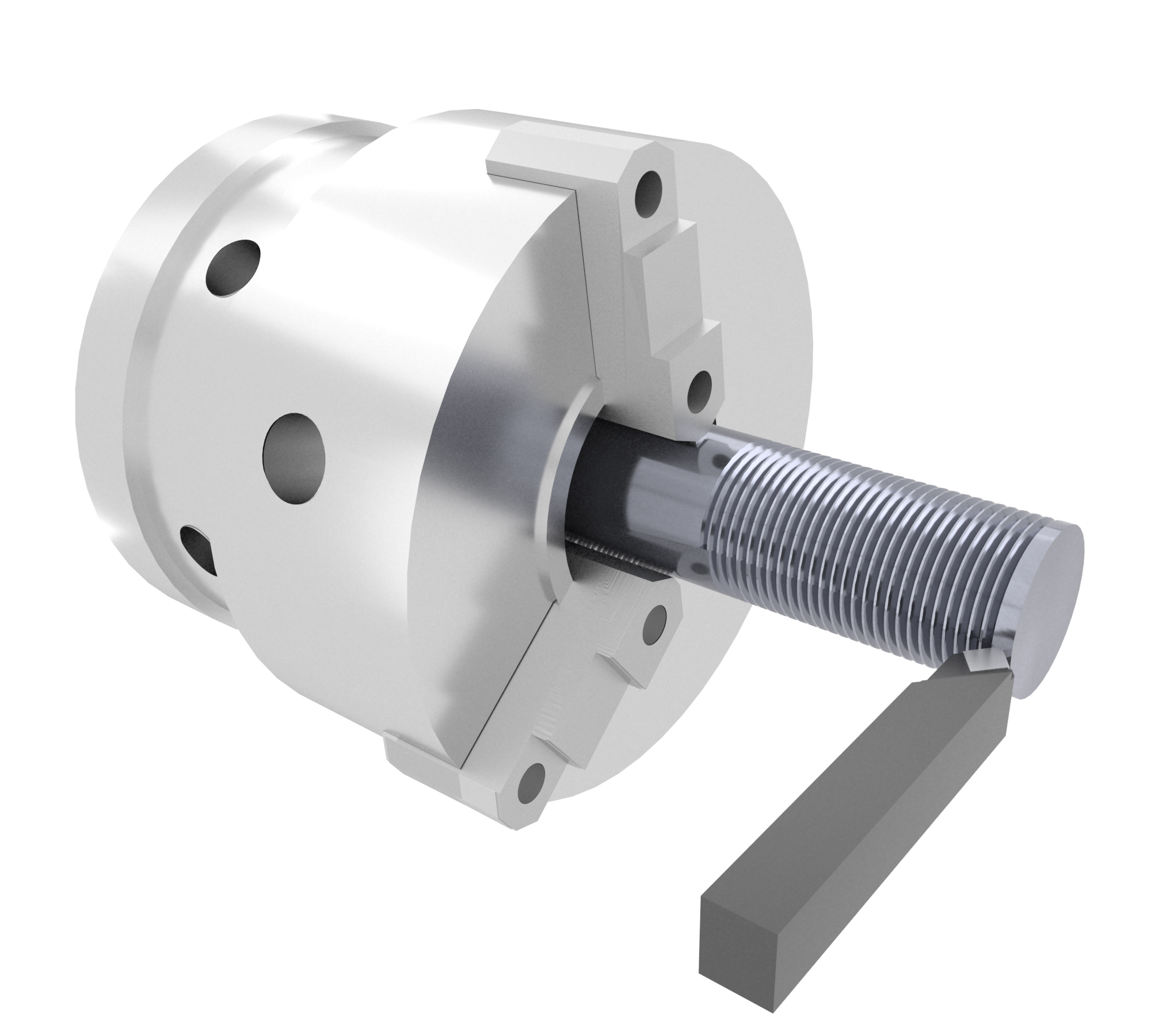
 | Накатка профиля |
Конструктивные особенности
| Станина Оптимизированное проектирование конструкции станины с использованием компьютерного анализа 3D-моделирования (FEA). Станина сконструирована таким образом, чтобы сводить к минимуму вибрацию во время процесса обработки, а также повышения его стабильность. Цельнолитая станина, выполненная из чугуна марки Meehanite, оптимальный градус наклона станины, а также направляющие скольжения обеспечивают высокую жесткость обработки, что положительно влияет на срок службы инструмента. | |
| Конструкция шпинделя Шпиндельная бабка, отлитая из чугуна марки Meehanite, усиленная ребрами жесткости снаружи для увеличения площади, улучшает теплообмен. Для увеличения жесткости и КПД от двигателя в шпинделе применены два ряда шарикоподшипников и двойные упорные подшипники класса P4. Цилиндрические роликовые и радиально-упорные подшипники имеют большую поверхность контакта, что обеспечивает наибольшую жесткость при больших нагрузках и превосходное качество поверхности деталей. Все подшипники шпинделя класса точности P4 постоянно смазываются консистентной смазкой. Сборка шпинделей производится в термостатическом помещении. | |
| Направляющие Все направляющие скольжения подвергаются ручному шабрению для плотного прилегания сопрягаемых поверхностей и надежного удерживания смазки между трущимися поверхностями. Направляющие закрываются телескопическими кожухами для предотвращения разрушающего воздействия СОЖ и стружки. Шестигранная конструкция и направляющие увеличенного сечения, изготовленные из цельной отливки, способствуют производительной обработке в самых тяжелых условиях. Широкая каретка снижает вибрацию и обеспечивает высокую точность обработки. | |
| Револьверная голова Револьверная головка усовершенствованной конструкции, приводимая в действие высокоэффективным серводвигателем, обеспечивает высокую производительность обработки и стабильную смену инструмента при работе на высокой скорости. Коническая передача механизма привода инструмента имеет воздушно-масленое охлаждение, что снижает тепловые деформации и обеспечивает возможность работы приводным инструментом более длительное время, а также снижается шум. Револьвер с типом крепления блоков BMT для серий «М» (крепление на 4 болта) оснащен 2 отдельными двигателями для индексации и фрезерования, что улучшает производительность обработки и сокращает время обработки заготовки. | |
| Задняя бабка Задняя бабка повышенной жесткости перемещается по направляющим скольжения и позволяет жестко фиксировать и поддерживать массивные заготовки. Пиноль позиционируется гидравлической системой программно с помощью М-команд или вручную со стойки ЧПУ. Корпус задней бабки перемещается при помощи револьвера. |
Комплектация
Стандартная
 | Система ЧПУ FANUC 0i-MF (5) Plus В стандартной комплектации устанавливается обновлённая система ЧПУ FANUC 0i-MF (5) Plus, LCD монитор 10,4 дюймов. В версии Plus расширен функционал: Панель оператора может поворачиваться на 90°, обеспечивая легкий доступ к управлению во время работы со станком. |
 | Автоматическая система смазки Обеспечивает централизованную своевременную смазку основных подвижных элементов станка – ШВП, направляющих, подшипников, что эффективно препятствует износу и многократно увеличивает их срок службы. Система смазки компактно встроена в корпус станка. При низком уровне масла в системе – появляется советующая индикация на панели оператора. |
| Manual Guide (MGi) Служит для увеличения производительности за счёт сокращения суммарного времени на обработку чертежей перед началом изготовления и может использоваться как для простых, так и для сложных технологических процессов. Для программирования циклов машинной обработки, включая циклы вращения, фрезеровки, сверления и измерения, можно использовать подсказки или диалоговый режим, а также с легкостью осуществлять программирование деталей и симуляцию непосредственно на мониторе панели управления. | |
| Гидравлическая система Обеспечивает работу патрона (зажим/разжим), пиноли задней бабки (вперед/назад) и револьверной головки (подъем диска/индексация/блокировка). Установлены качественные компоненты для длительной бесперебойной работы. Датчики и регулируемые ручки расположены правильно, что облегчает проверку и доступ к ним. Встроенный вентилятор охлаждения масла обеспечивает непрерывную работу. | |
| Маслоотделитель (сепаратор СОЖ) Предназначен для удаления масляных загрязнений из охлаждающей жидкости. Диск из нержавеющей стали со специальным покрытием (для удаления масла) вращаясь захватывает масляную пленку с поверхности СОЖ, которая затем удаляется. Очищенная СОЖ попадает обратно в систему циркуляции для дальнейшего использования. Маслоотделитель существенно экономит и продлевает срок службы охлаждающей жидкости в системе. | |
| Автоматический конвейер (цепной) Для удаления стружки из зоны резания используется автоматический конвейер (цепной). Возможны два исполнения – задняя выгрузка и боковая. Конвейер включается через M-код или напрямую от пульта управления. С помощью настроек устанавливается интервал и продолжительность работы конвейера. В комплекте поставляется тележка (корзина) для сбора стружки. В автоматический конвейер для стружки встроен насос охлаждающей жидкости с баком. Система охлаждения обеспечивает эффективный отвод тепла из зоны резания, повышая производительность и продлевая срок службы режущего инструмента. | |
| Программируемый корпус задней бабки Программируемый корпус задней бабки, и программируемая пиноль входят в стандартную комплектацию для серии GHT, что упрощает регулировку положения задней бабки, сокращает время наладки и позволяет вести обработку тяжелых и длинных деталей с повышенными режимами резания. | |
| Система подачи СОЖ через револьвер Система подачи СОЖ под давлением через револьвер/инструмент позволяет повысить качество обработки, увеличить глубину резания, повысить скорость подачи и продлить срок службы инструмента. Лучшая обработка поверхности получается за счет интенсивной очистки от стружки, уменьшения деформационного упрочнения материала. Система подачи СОЖ через шпиндель включает помпу для прокачки под давлением 3 бар (10 или 20 бар - опция). |
Дополнительная
| Система измерения инструмента Renishaw Позволяет измерить/контролировать размер инструмента перед обработкой, а так же вести мониторинг износа или поломки инструмента в процессе обработки. Система полностью исключает из технологического процесса простои станков и брак, связанные с погрешностями при выполнении наладки и контроля инструмента вручную. | |
| Программируемая задняя бабка с отдельным сервоприводом Перемещениями программируемой задней бабки управляют с помощью стойки ЧПУ для простоты установки и позиционирования. Сокращает время наладки и позволяет обрабатывать длинные детали в центрах. | |
| Уловитель масляного тумана Удерживает частицы масла и СОЖ при использовании помпы СОЖ высокого давления, снижает уровень загрязнения рабочей зоны станка. | |
| Автоматические люнеты Использование люнета для токарного станка — ещё один способ снизить радиальное биение при обработке длинных заготовок. Люнеты с автоматической настройкой на диаметр с диапазонами зажима: 20 - 160 мм, 35 - 235 мм. Возможно исполнение программируемого люнета с отдельным сервоприводом. | |
| Уловитель готовых деталей Позволяет увеличить производительность за счёт автоматизированного улавливания деталей, тем самым сокращая время простоя на изъятие готовой детали оператором. | |
| Автоматическое устройство подачи прутка (Bar Feeder) Эффективный способ автоматизации производства, повышения производительности и надежности обработки. Устройство позволяет быстро и точно подавать пруток на заданную величину в автоматическом режиме. Барфидер подходит для большинства моделей токарных станков с ЧПУ. | |
| Оптические линейки Оптические линейки используются в различных станках для контроля точности линейных перемещений. Оптические линейки упрощают работу оператора станка и повышают точность обработки, убирая погрешности и перемещения, которые накапливаются за продолжительное время эксплуатации | |
| Пистолет обдува воздухом и подачи СОЖ Пистолет обдува воздухом предназначен для очистки сжатым воздухом рабочих поверхностей станка и/или детали. Подобная очистка необходима после операций обработки перед последующей технологической операцией или контролем полученных размеров. Создаваемая обдувочным пистолетом струя сжатого воздуха позволяет решать задачи по очистке деталей и поверхностей не только от пыли, грязи, стружки, но и остатков технических жидкостей. Пистолет подачи СОЖ существенно облегчает уход за всеми видами металлорежущих станков и обрабатывающими центрами с ЧПУ: отлично очищает от загрязнений и смазывает детали узлов и механизмов, удаляет стружку даже из труднодоступных мест. |
Технические характеристики
| Характеристика | Значение |
|---|---|
| ЦЕНА | 10 357 215 ₽ |
| Макс. диаметр вращения, мм | 580 |
| Макс. диаметр точения, мм | 420 |
| Макс. длина точения, мм | 565 |
| Макс. диаметр прутка, мм | 65 |
| Тип направляющих | Скольжения |
| Угол наклона станины, ° | 45 |
| По оси X, мм | 235 |
| По оси Z, мм | 580 |
| Конус | А2-5 |
| Обороты шпинделя, об/мин | 4000 |
| Диаметр отверстия шпинделя, мм | 76 |
| Размер патрона, дюйм | 8 |
| Макс. крутящий момент шпинделя, Нм | 125,3 / 206 (214,8 / 353,2 - опция) |
| Противошпиндель | нет |
| Двигатель привода главного шпинделя, кВт | 15 / 18,5 |
| Система ЧПУ | Fanuc |
| Приводной инструмент | нет |
| Ось Y | нет |
| Перемещение задней бабки, мм | 513,7 |
| Перемещение пиноли задней бабки, мм | 80 (120) |
| Конус пиноли задней бабки | MT4 (MT5) |
| Диаметр пиноли задней бабки, мм | 65 (100) |
| Тип револьверной головки | 12 позиций |
| Размер державки инструмента, мм | 25 х 25 |
| Макс. диаметр расточного инструмента, мм | 40 |
| Обороты приводного инструмента, об/мин | - |
| Мощность приводного инструмента, кВт | - |
| Тип крепления инструментальных блоков | - |
| Длина, мм | 2828 |
| Ширина, мм | 1758 |
| Высота, мм | 1832 |
| Вес, кг | 4100 |
ВАРИАНТЫ ДОСТАВКИ:
- Доставка с фикс. стоимостью (бесплатно от 50 тыс.р.) бесплатно подробнее
- Самовывоз бесплатно подробнее
- Доставка с фикс. стоимостью 100р + 50р за каждый кг веса бесплатно
-
СДЭК
--- ₽
выбрать на карте
-
Почта РФ
--- ₽
выбрать на карте
СПОСОБЫ ОПЛАТЫ:

Отзывы к "Токарные обрабатывающие центры SKM GHT220":
Пока нет отзывов